
Options for Processing GRP
-
> Know-how
-
> Processing Methods
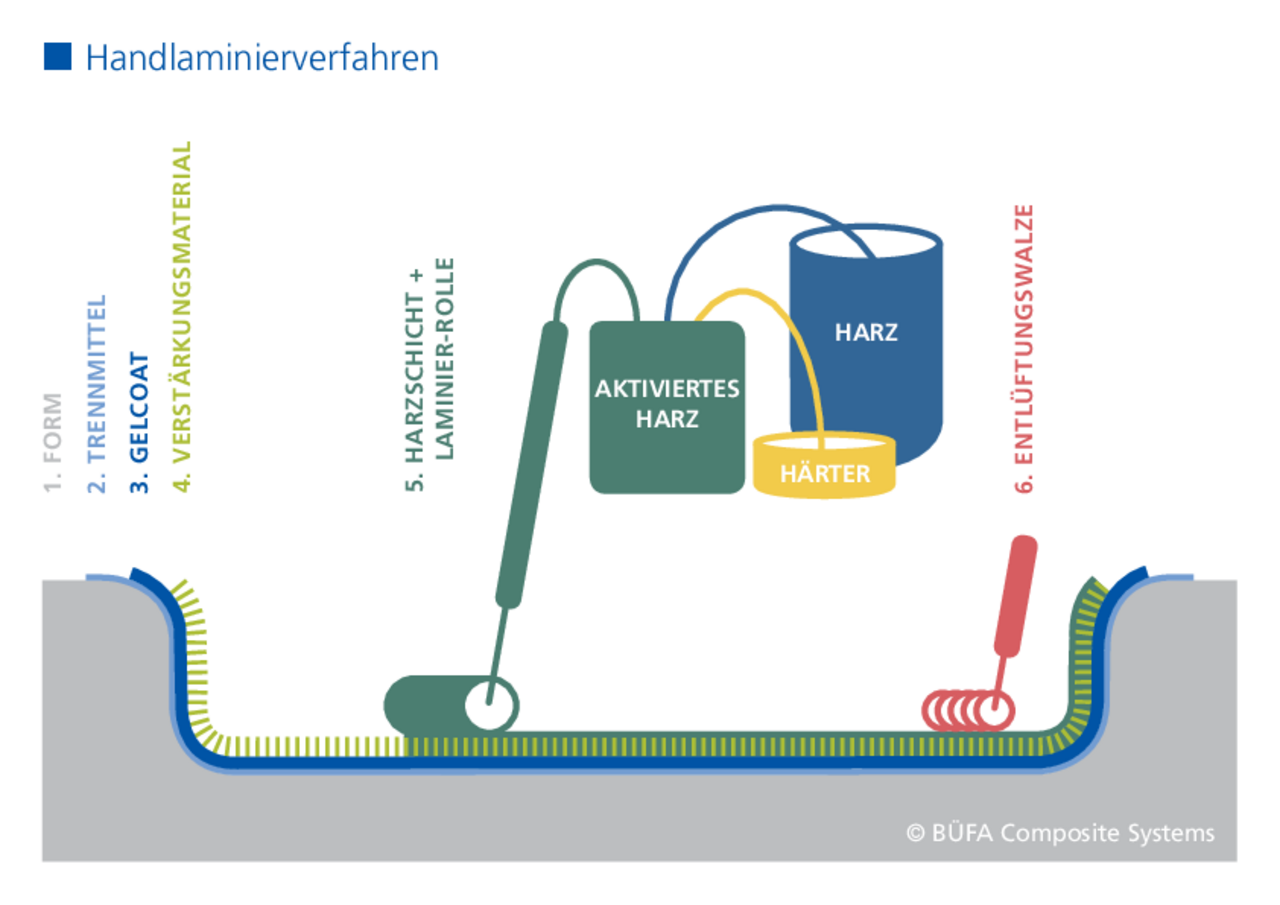
Hand Lamination Process
Simple technical conditions are sufficient for the hand lamination process, which explains why this production method for components made of fibre-reinforced plastic has long been very popular and widespread – not to mention the relatively low mould tooling costs.
To make a GRP component, layers of gelcoat are first applied to an open mould coated with release agent. The gelcoat ensures very good external surface quality after demoulding. Fibre mats are then placed onto the gelcoat layers and soaked with resin. Additional laminating resin is worked in with a hand roller and compacted with a so-called de-airing roller. The wall thickness can vary, depending on how often this process step is repeated. Careful selection of the lightweight system components, such as the gelcoat, lamination resin and reinforcement materials, ensure that the component meets requirements.
The hand lamination process is used for smaller volumes in series production or for making prototypes. The versatility of component design is a big advantage here, but the size of the hand lamination component can also vary considerably and ranges from small containers to large, complex components. Typical components include tanks, boats, aircraft and prototypes of all sorts.
Advantages of hand lamination:
Low tool costs Ideal for small volumes and series, prototypes Manufacture of all component sizes is possible Easy to make, including complex component shapes.

RTM-Light Process
High-strength Structural Components using a Closed-system Process
Resin Transfer Moulding Light (RTM-Light) is a process in lightweight engineering in which the composite components are manufactured in an enclosed moulding system. The main benefits are high-strength structural components for a wide range of applications.
How does it work?
Resin Transfer Moulding Light (RTM-Light) is a process in lightweight engineering in which the composite components are manufactured in an enclosed moulding system. The main benefits are high-strength structural components for a wide range of applications.
Light, strong and individual
Various reinforcement fibres, resins and sandwich elements can be combined in a flexible way during production, which makes it possible to meet specific customer requirements. The result is lighter GRP components with even wall thickness, good mechanical strength and high-quality surfaces.
Cost-efficient mould manufacturing
The moulds are usually made from composite or artificial resin materials using the RTM-Light process. The tools can be produced with very thin walls and are lighter and more cost-effective.
The advantages of the RTM-Light process:
- High volumes thanks to short cycle times
- High flexibility of the materials used
- High fibre volume content achievable
- Reproducibility of the processes
- Significant increase in component quality
- Lower costs for mould making

Infusion or Injection
Easy to get Mixed Up
The terms infusion and injection are often used in connection with the manufacture of fibre composite parts. Two similar terms, the same area of application and yet different processes. What is the difference?
In both infusion and injection, the resin flows through the fibre material as a result of a pressure difference between the resin side and the gaps between the fibres on the other side. As soon as the pressure difference has been equalised, the process ends.
The pressure is crucial
The type of pressure used determines whether the process is infusion or injection:
Infusion: With infusion, the resin is sucked into the component, as it were. This suction is generated by the lower pressure (vacuum, e.g. 0.1 bar absolute) in the gaps between the fibres, which is significantly lower than the ambient pressure (1 bar) on the resin side.
Injection: Alternatively, the resin can be truly injected into the gaps between the fibres by higher pressure on the resin side (typically 3-100 bar). This happens when the pressure in the spaces between the fibres is lower and is either equal to or lower than the ambient pressure (1 bar or <1 bar)
But whether infusion or injection is taking place: the impregnation with resin creates GRP and CFP components of very high quality in both cases.
When to use infusion, when to use injection?
As the pressure difference is greater in injection, the resin flows correspondingly quicker. So when speed is of the essence and the fibre composite component needs to be impregnated quickly, injection is the right choice.
If the time factor is not so crucial, the infusion technique is an excellent and particularly cost-effective alternative. The process is particularly suitable for impregnating individual parts or GRP and CFP components in small quantities.