
glasfiberarmerad bearbetning erbjuder
-
> Know-how
-
> Bearbetningsprocess
Fiberförstärkt plast: Från handlaminering till injektion
Handlamineringsprocessen, RTM-Light och skillnaderna mellan infusion och injektion är centrala tekniker vid tillverkning av fiberförstärkt plast. Medan handlamineringsprocessen uppskattas för sin enkelhet, tillhandahåller RTM-Light komponenter med hög hållfasthet. Infusion och injektion skiljer sig åt genom hartsets flödestryck. Upptäck dessa metoders mångsidighet.
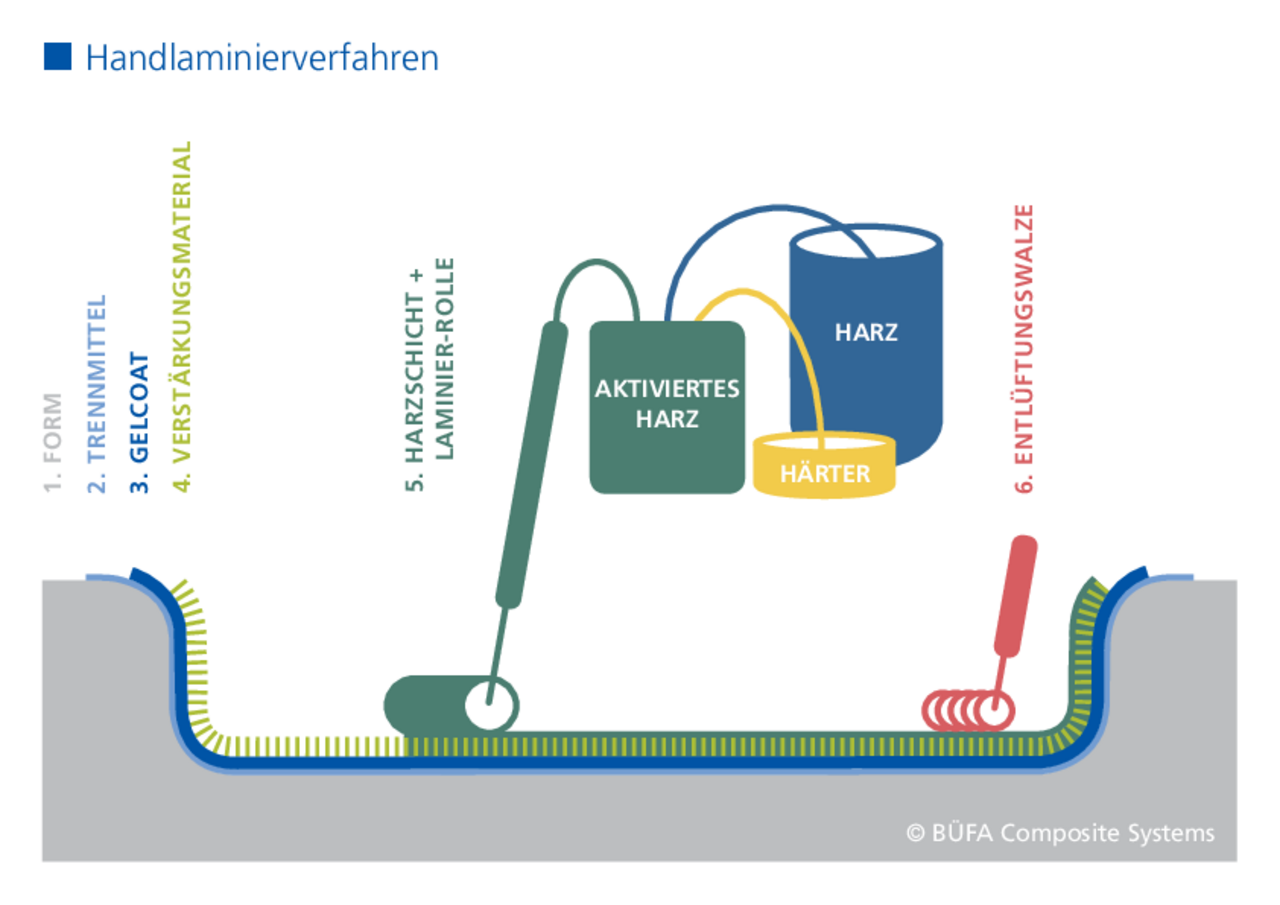
Handlamineringsprocess
Kännetecken och användningar vid handlaminering
Det räcker med enkla tekniska förutsättningar för handlamineringsprocessen, vilket gör att denna tillverkningsprocess för framställning av komponenter av fiberförstärkt plast alltid har varit mycket populär och utbredd – även tack vare de ganska låga kostnaderna för formverktyg.
För tillverkning av GFK-komponenten är det första steget att applicera gelcoat-lager på den öppna formen som är belagd med ett släppmedel. Gelcoaten säkerställer en mycket god yttre ytkvalitet efter den efterföljande avformningen. Fibermattor läggs sedan ovanpå gelcoatskikten och blötläggs med harts. Ytterligare lamineringsharts arbetas in med en handrulle och komprimeras med en så kallad avluftningsrulle. Väggtjockleken kan därvid tillverkas varierande, beroende på hur ofta detta arbetsmoment upprepas. Kraven på komponenten kräver ett skickligt urval av lätta systemkomponenter såsom gelcoat, lamineringsharts och förstärkningsmaterial.
Handlamineringsprocessen används för mindre kvantiteter i en serieproduktion eller för konstruktion av prototyper. Mångsidigheten vad gäller komponenternas utformning är ett stort plus här, men även storleken på den handlaminerade komponenten kan variera mycket och sträcker sig från små behållare till stora, komplexa komponenter. Typiska komponenter är behållare, båtar, flygplan och prototyper av alla slag.
Fördelar handlaminering:
Låga verktygskostnader perfekt för små kvantiteter och serier, prototyper, tillverkning av alla komponentstorlekar är möjlig. Realisering av enkla men också komplexa komponentgeometrier.

RTM-Light process
Höghållfasta strukturella komponenter i en sluten process
Resin Transfer Moulding Light (RTM-Light) är en process inom lättviktskonstruktionen där kompositkomponenterna tillverkas av kompositmaterial i ett slutet formsystem. Den största fördelen är höghållfasta strukturella komponenter för de mest olika användningarna.
Hur fungerar det?
Resin Transfer Moulding Light (RTM-Light) är en process inom lättviktskonstruktionen där kompositkomponenterna tillverkas av kompositmaterial i ett slutet formsystem. Den största fördelen är höghållfasta strukturella komponenter för de mest olika användningarna.
Lätt, fast och individuellt
Vid tillverkning kan olika förstärkningsfibrer, hartser och sandwichelement kombineras flexibelt, vilket möjliggör implementering av specifika kundkrav. Resultatet är lättare GFK-komponenter med jämn väggtjocklek, god mekanisk hållfasthet och högkvalitativa ytor.
Kostnadseffektiv formtillverkning
I RTM-Light-processen är formarna vanligtvis tillverkade av kompositmaterial eller syntetiska hartsmaterial. Verktygen kan tillverkas med mycket tunna väggar och är både lättare och billigare.
RTM-Light-processens fördelar:
- Högre kvantiteter tack vare förkortade cykeltider
- Hög flexibilitet hos de använda materialen
- Höga fibervolymhalter kan uppnås
- Processernas reproducerbarhet
- Tydlig ökning av komponentkvaliteten
- Låga kostnader vid formtillverkningen

Infusion eller injektion
Lätt att förväxla
Infusion och injektion används ofta vid tillverkning av fiberkompositkomponenter. Två liknande begrepp, samma användningsområde och ändå olika processer. Var är skillnaden?
Både vid infusion och injektion strömmar hartset genom fibermaterialet från hartssidan in i fiberutrymmena på andra sidan med hjälp av tryckskillnad. Så snart tryckskillnaden har jämnats ut är processen avslutad.
Trycket avgör
Om det är en infusion eller en injektion beror på vilken typ av tryck som används:
Infusion: Vid en infusion sugs hartset i princip in i komponenten. Detta sug genereras av det befintliga undertrycket (vakuum, till exempel 0,1 bar absolut) i utrymmena mellan fibrerna, eftersom detta är betydligt lägre än det omgivande trycket (1 bar) på hartssidan.
Injektion: Alternativt kan hartset bokstavligen injiceras i mellanrummen mellan fibrerna genom ett övertryck på hartssidan (vanligtvis 3 till 100 bar). Detta fungerar när trycket i mellanrummen mellan fibrerna är lägre och antingen motsvarar det omgivande trycket (1 bar) eller ligger i undertrycksområdet (<1 bar).
Men det spelar ingen roll om det infunderas eller injiceras: I båda fallen skapar genomdränkningen av hartset GFK- och CFK-komponenter av mycket hög kvalitet.
När infusion, när injektion?
Eftersom tryckskillnaden är större under injektionen flyter hartset snabbare. Injektion är det rätta valet om du behöver skynda dig och komponenten av fiberkomposit behöver blötläggas snabbt.
Om tidsfaktorn inte är så avgörande är infusionstekniken ett utmärkt och framför allt kostnadseffektivt alternativ. Processen är särskilt lämplig för genomdränkning av enskilda komponenter eller GFK- och CFK-komponenter i små mängder.