
Lasikuitulujitemuovin työstömahdollisuudet
-
> Työstöprosessi
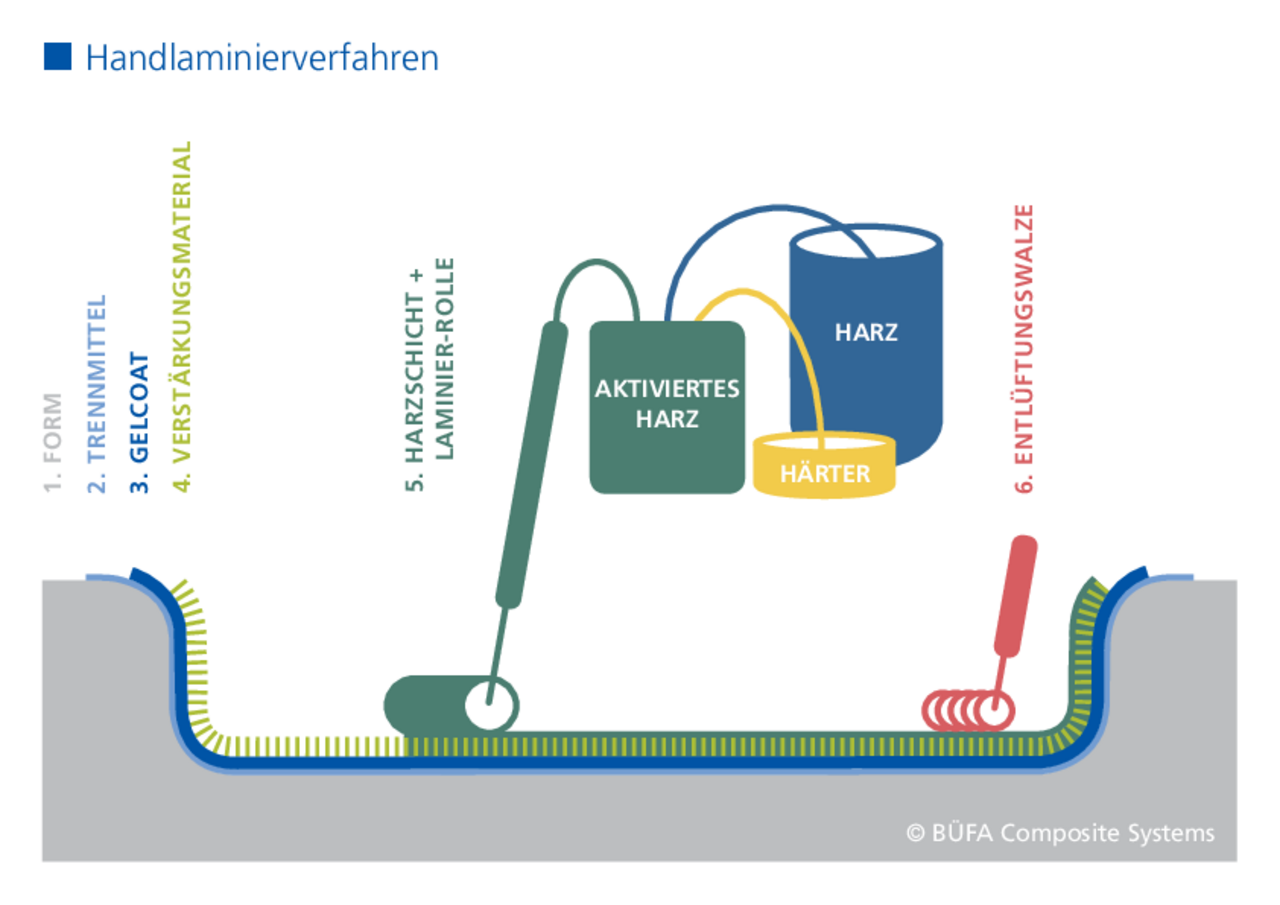
Käsinlaminointi
Käsinlaminointiin riittävät yksinkertaiset tekniset edellytyket. Sen vuoksi tämä komponenttien valmistusmenetelmä kuituvahvisteisesta muovista on erittäin suosittu ja laajalle levinnyt – myös muottityökalujen vähäisten kustannusten vuoksi.
Lasikuitulujitemuovisen komponentin valmistusprosessin ensimmäisessä vaiheessa levitetään irrotusaineella päällystettyyn avoimeen muottiin Gelcoat-kerroksia. Gelcoat-pinnoite takaa erittäin hyvälaatuiset ulkopinnat myöhemmin tapahtuvan muotista poiston yhteydessä. Seuraavaksi Gelcoat-kerrosten päälle levitetään kuitumattoja, jotka imeytetään hartsilla. Lisättyä laminointihartsia käsitellään käsitelalla ja tiivistetään niin sanotulla ilmanpoistorullalla. Seinämän paksuus on säädettävissä sen mukaan, kuinka usein tämä työvaihe toistetaan. Komponentin vaatimukset edellyttävät taidokasta kevytrakennejärjestelmäkomponenttien, kuten Gelcoat-pinnoitteen, laminointihartsin ja lujitemateriaalien valintaa.
Käsinlaminointia käytetään sarjatuotannossa pienille kappalemäärille tai prototyyppejä varten. Komponentin monipuolinen valmistettavuus on etu, mutta myös käsinlaminoitavan komponentin koko voi vaihdella voimakkaasti pienistä astioista aina suuriin, kompleksisiin komponentteihin. Tyypillisiä komponentteja ovat astiat, veneet, lentolaitteet ja kaikenlaiset prototyypit.
Käsinlaminoinnin edut:
vähäiset työkalukustannukset sopivat ihanteellisesti pienille kappalemäärille ja sarjoille, prototyyppejä voidaan valmistaa kaikissa komponenttiko’oissa, mahdollisia ovat niin yksinkertaiset kuin kompleksiset komponenttimuodot.

RTM-Light-menettely
Erittäin lujat rakenteelliset komponentit suljetussa prosessissa
Resin Transfer Moulding Light (RTM-Light) on kevytrakennemenettely, jossa suljetussa muottijärjestelmässä valmistetaan komposiittikomponentteja yhdistelmämateriaalista. Menettelyn suurin hyöty on, että näin voidaan valmistaa erittäin lujia rakennekomponentteja eri käyttötarkoituksiin.
Kuinka menetelmä toimii?
Resin Transfer Moulding Light (RTM-Light) on kevytrakennemenettely, jossa suljetussa muottijärjestelmässä valmistetaan komposiittikomponentteja yhdistelmämateriaalista. Menettelyn suurin hyöty on, että näin voidaan valmistaa erittäin lujia rakennekomponentteja eri käyttötarkoituksiin.
Kevyttä, lujaa ja yksilöllistä
Valmistuksessa voidaan yhdistellä joustavasti erilaisia lujittavia kuituja, hartseja ja kerroselementtejä. Näin voidaan toteuttaa asiakkaan erityiset vaatimukset. Tuloksena on kevyempiä lasikuitulujitemuovisia komponentteja, joiden seinämän paksuus on tasainen, mekaaninen lujuus hyvä ja pinta laadukas.
Kustannustehokasta muotinvalmistusta
RTM-Light-menettelyssä muotit valmistetaan yleensä komposiitista tai synteettisestä hartsista. Työkalut voidaan valmistaa hyvin ohutreunaisina ja ne ovat siten kevyempiä ja edullisempia.
RTM-Light-menettelyn edut:
- lyhyempien tahtien ansiosta suuremmat kappalemäärät
- joustavasti materiaalit
- voidaan saavuttaa suuria kuitutilavuuspitoisuuksia
- toistettavat prosessit
- selvästi laadukkaammat komponentit
- edullisempi muotin valmistus

Infuusio vai injekointi
Helposti sekoitettavissa
Komposiittikomponenttien valmistuksen yhteydessä kuulee usein puhuttavan infuusiosta ja injektiosta. Näillä kahdella samankaltaisella käsitteellä on sama käyttökohde, mutta erilaiset prosessit. Mikä ero näillä on?
Niin infuusiossa kuin injektiossakin hartsi virtaa paine-eron avulla kuitumateriaalin lävitse hartsipuolelta aina toiselle puolelle kuidun väleihin. Prosessi päättyy, kun paine-ero tasoittuu.
Paine määräävänä tekijänä
Onko kyse infuusiosta vai injektiosta, riippuu käytetystä paineesta:
Infuusio: Infuusiossa hartsi käytännössä vedetään komponentin sisään. Imu syntyy alipaineesta (alipaine, esim. 0,1 bar absoluuttinen paine) kuidun väleissä, sillä se on selvästi alhaisempi kuin ympäristön paine (1 bar) hartsin puolella.
Injektio: Vaihtoehtoisesti voidaan hartsi injektoida hartsipuolen ylipaineella (tyypillisesti 3–100 bar) kuidun väleihin. Tämä toimii, kun kuidun välien paine on alhaisempi ja vastaa joko ympäristön painetta (1 bar) tai alipainetta (< 1 bar).
Mutta olipa kyseessä sitten infuusio tai injektio, hartsin imeyttämisellä luodaan molemmissa tapauksissa erittäin laadukkaita lasikuitulujitemuovisia ja hiilikuituisia komponentteja.
Milloin käytetään infuusiota ja milloin injektiota?
Koska paine-ero on injektiossa voimakkaampi, virtaa hartsi vastaavasti nopeammin. Injektio on hyvä valinta kiireessä ja kun kuitukomposiittikomponentti on imeytettävä nopeasti.
Infuusiotekniikka on erinomainen ja ennen kaikkea edullinen vaihtoehto, mikäli aikaa on käytettävissä. Menettely sopii erityisesti yksittäisten osien tai lasikuitulujitemuovisten ja hiilikuitukomponenttien imeyttämiseen pienissä määrissä.