
Opties voor de GVK-verwerking
-
> Knowhow
-
> Verwerkingsproces
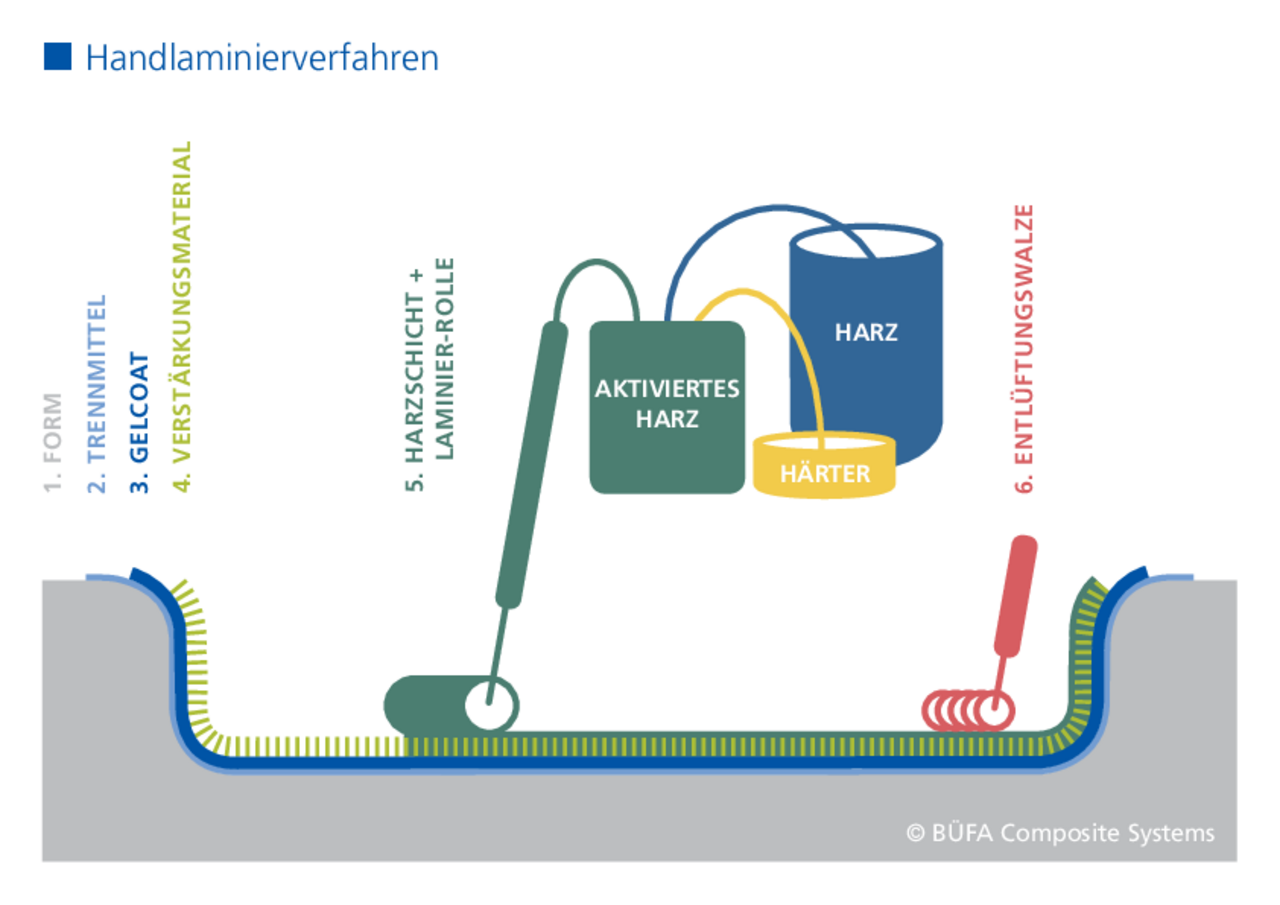
Handlamineringsproces
Eenvoudige technische vereisten volstaan voor het handlamineringsproces. Dit productieproces is dan ook altijd zeer populair geweest en veel gebruikt voor de productie van onderdelen van vezelversterkte kunststof - ook dankzij de vrij lage kosten van het matrijsgereedschap.
Voor de productie van het GVK-onderdeel worden in de eerste stap gelcoatlagen aangebracht in de open matrijs die voorzien is van een lossingsmiddel. De gelcoat zorgt voor een zeer goede kwaliteit van het buitenoppervlak na het ontvormen. Vervolgens worden vezelmatten op de gelcoatlagen gelegd en met hars geïmpregneerd. Met een handrol wordt extra lamineerhars ingewerkt en verdicht met een zogenaamde ventilatierol. De wanddikte kan worden gevarieerd afhankelijk van hoe vaak deze bewerking wordt herhaald. De eisen die aan het onderdeel worden gesteld, vereisen een vakkundige selectie van componenten voor het lichtgewicht constructiesysteem zoals gelcoat, lamineerhars en versterkingsmaterialen.
Het handlamineringsproces wordt gebruikt voor kleinere hoeveelheden in serieproductie of voor prototypebouw. De veelzijdigheid van het onderdeelontwerp is hier een groot pluspunt, maar ook de grootte van het handlaminaatonderdeel kan sterk variëren, van kleine containers tot grote, complexe onderdelen. Typische onderdelen zijn containers, boten, vliegtuigen en allerlei soorten prototypes.
Voordelen handlaminering:
Lage gereedschapskosten Ideaal voor kleine hoeveelheden en series, prototypes Productie van alle onderdeelafmetingen is mogelijk Realisatie van eenvoudige maar ook complexe onderdeelgeometrieën.

RTM-Light-proces
Zeer sterke structurele onderdelen in gesloten processen
Resin Transfer Moulding Light (RTM-Light) is een proces voor lichtgewicht constructies waarbij onderdelen uit composietonderdelen worden vervaardigd in een gesloten matrijzensysteem. De belangrijkste voordelen zijn de zeer sterke structurele onderdelen voor de meest verscheidene toepassingen.
Hoe werkt dit?
Resin Transfer Moulding Light (RTM-Light) is een proces voor lichtgewicht constructies waarbij onderdelen uit composietonderdelen worden vervaardigd in een gesloten matrijzensysteem. De belangrijkste voordelen zijn de zeer sterke structurele onderdelen voor de meest verscheidene toepassingen.
Licht, stevig en individueel
Tijdens de productie kunnen verschillende versterkende vezels, harsen en sandwichelementen flexibel worden gecombineerd, zodat specifieke wensen van de klant kunnen worden uitgevoerd. Het resultaat bestaat uit lichtere GVK-onderdelen, met uniforme wanddikte, goede mechanische sterkte en hoogwaardige oppervlakken.
Kostenefficiënte matrijzenproductie
Bij het RTM-Light-proces worden de matrijzen meestal vervaardigd van composiet- of kunstharsmaterialen. Het gereedschap kan zeer dunwandig worden gemaakt en is lichter en goedkoper.
De voordelen van het RTM-Light-proces:
- Hogere hoeveelheden door kortere cyclustijden
- Hoge flexibiliteit van de gebruikte materialen
- Hoge vezelvolumegehaltes haalbaar
- Reproduceerbaarheid van de processen
- Duidelijke verhoging van de kwaliteit van de onderdelen
- Lagere kosten voor matrijzenproductie

Infusie of injectie
Gemakkelijk te vervangen
Bij de productie van vezelcomposietonderdelen wordt vaak gesproken over infusie en injectie. Twee vergelijkbare termen, dezelfde reikwijdte en toch verschillende processen. Waar ligt het verschil?
Bij zowel infusie als injectie stroomt de hars door het vezelmateriaal van de harszijde naar de vezelkieren aan de andere zijde door middel van een drukgradiënt. Zodra de drukgradiënt in evenwicht is, is het proces voltooid.
De druk beslist
Of het een infuus of een injectie is, hangt af van het soort druk dat wordt gebruikt:
Infusie: Bij een infusie wordt de hars praktisch in het onderdeel gezogen. Deze zuigkracht wordt opgewekt door de bestaande onderdruk (vacuüm, bijv. 0,1 bar absoluut) in de vezelkieren, aangezien deze aanzienlijk lager is dan de omgevingsdruk (1 bar) aan de harszijde.
Injectie: De hars kan ook letterlijk in de vezelkieren worden geïnjecteerd door aan de harszijde een overdruk toe te passen (meestal 3-100 bar). Dit werkt wanneer de druk in de vezelkieren lager is en overeenkomt met de omgevingsdruk (1 bar) of in het negatieve drukbereik ligt (<1 bar).
Maar of het nu gaat om een infuus of een injectie: In beide gevallen levert de harsimpregnatie GVK- en CFRP-onderdelen van zeer hoge kwaliteit op.
Wanneer infusie, wanneer injectie?
Aangezien de drukgradiënt tijdens de injectie sterker is, komt de hars dienovereenkomstig sneller in de stroom. Als er haast bij is en het vezelcomposietonderdeel snel geïmpregneerd moet worden, is injectie dus de juiste keuze.
Als de tijdsfactor niet zo cruciaal is, is de infusietechniek een uitstekend en vooral kosteneffectief alternatief. Het proces is bijzonder geschikt voor het impregneren van afzonderlijke onderdelen of GVK- en CFRP-onderdelen in kleine hoeveelheden.