
prerade s GFK-om
-
> Prerada
-
> Postupak prerade
Plastika ojačana staklenim vlaknima: od ručnog laminiranja sve do ubrizgavanja
Postupak ručnog laminiranja, RTM-Light te razlike između infuzije i ubrizgavanja središnje su tehnike u proizvodnji plastike ojačane staklenim vlaknima. Dok se postupak ručnog laminiranja cijeni zbog svoje jednostavnosti, RTM-Light pruža iznimno čvrste komponente. Infuzija i ubrizgavanje razlikuju se po tlaku protoka smole. Otkrijte svestranost ovih metoda.
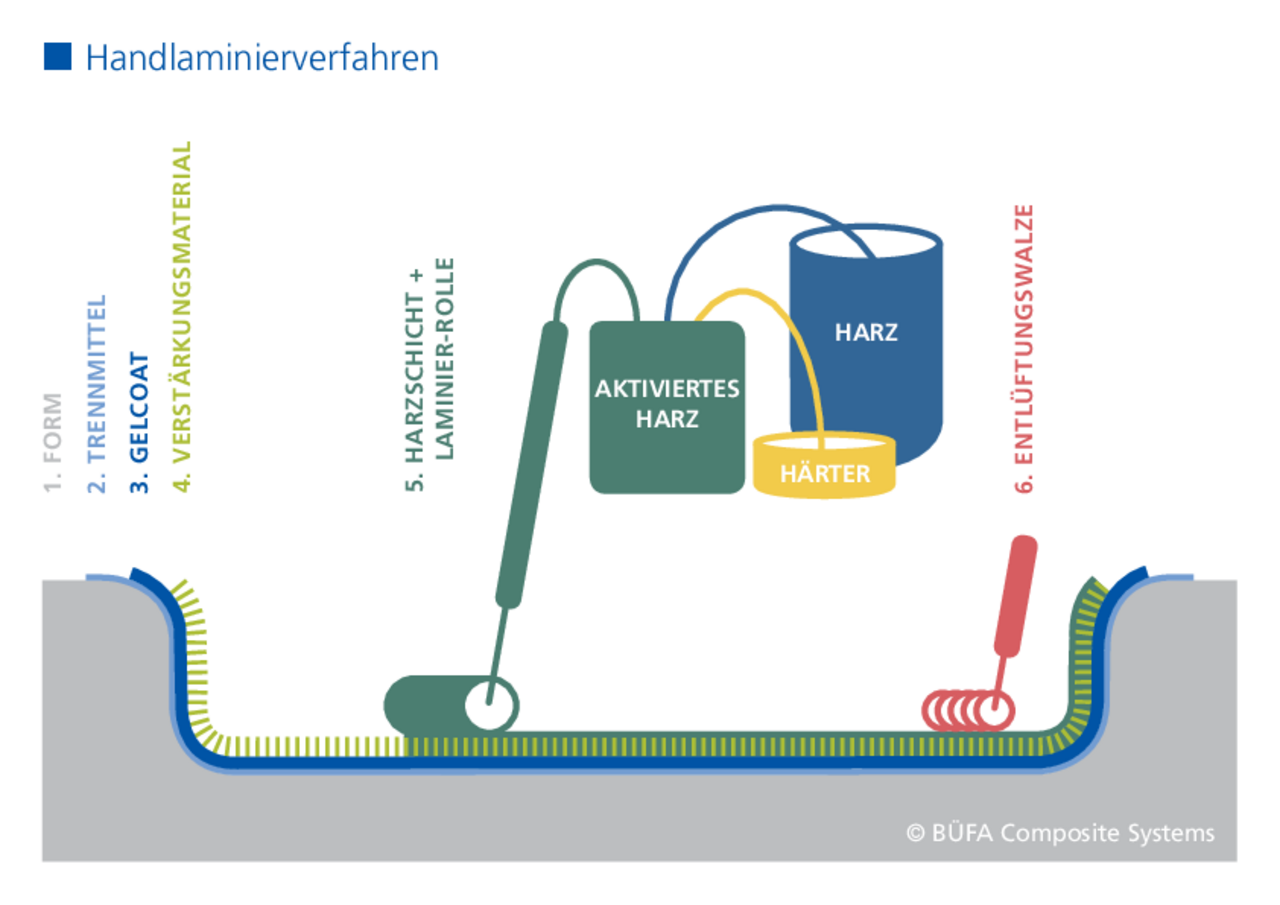
Postupak ručnog laminiranja
Značajke i primjene postupka ručnog laminiranja
Za postupak ručnog laminiranja dovoljni su jednostavni tehnički preduvjeti, a u skladu s time ovaj je postupak izrade za proizvodnju komponenti od plastike ojačane vlaknima oduvijek iznimno popularan i naširoko rasprostranjen – također, zahvaljujući prilično niskim troškovima alata za oblikovanje.
Za proizvodnju komponente s GFK-om u prvom se koraku nanose slojevi gelastog premaza u otvoreni kalup presvučen sredstvom za odvajanje. Gelasti premaz nakon kasnijeg vađenja iz kalupa jamči vrlo dobru kvalitetu vanjske površine. Na slojeve gelastog premaza zatim se postavljaju vlaknaste prostirke i natapaju smolom. Ručnim valjkom dodaje se dodatna smola za laminiranje, koja se zgušnjava takozvanim valjkom za odzračivanje. Debljina stijenke pri tome je varijabilno namjestiva, ovisno o tome koliko se često ovaj radni korak ponavlja. Zahtjevi u pogledu komponente pri tome uvjetuju promišljen odabir sistemskih komponenti za laganu konstrukciju, kao što su gelasti premaz, smola za laminiranje i materijali za jačanje.
Postupak ručnog laminiranja primjenjuje se za manje količine u serijskoj proizvodnju ili za izradu prototipa. Svestranost oblikovanja komponenti ovdje predstavlja veliku prednost, no i veličina komponente izrađene ručnim laminiranjem uvelike se može razlikovati te seže od malih spremnika sve do velikih, složenih komponenti. Tipične su komponente spremnici, plovila, naprave za zračnu plovidbu te sve vrste prototipa.
Prednosti ručnog laminiranja:
Niski troškovi alata Idealno za male količine i serije i prototipe Moguća je proizvodnja svih veličina komponenti Mogućnost ostvarivanja jednostavnih, ali i složenih geometrija komponenti.

Postupak RTM-Light
Iznimno čvrste strukturalne komponente u zatvorenim postupcima
„Resin Transfer Moulding Light” (RTM-Light) postupak je za laganu konstrukciju, u okviru kojeg se kompozitne komponente od kompozitnih materijala proizvode u zatvorenom sustavu kalupa. Glavna su korist pri tome iznimno čvrste strukturalne komponente za najrazličitije svrhe primjene.
Kako to funkcionira?
„Resin Transfer Moulding Light” (RTM-Light) postupak je za laganu konstrukciju, u okviru kojeg se kompozitne komponente od kompozitnih materijala proizvode u zatvorenom sustavu kalupa. Glavna su korist pri tome iznimno čvrste strukturalne komponente za najrazličitije svrhe primjene.
Lagano, čvrsto i individualno
Tijekom izrade moguće je fleksibilno kombinirati različita vlakna za ojačanje, smole i sendvič elemente, čime se omogućava provedba specifičnih zahtjeva za kupce. Rezultat su lakše komponente s GFK-om i ravnomjernom debljinom stijenki, dobra mehanička čvrstoća te visokokvalitetne površine.
Troškovno povoljna izrada kalupa
Kalupi se u okviru postupka RTM-Light u pravilu izrađuju od kompozitnih materijala i materijala od umjetne smole. Alati se mogu proizvoditi s vrlo tankim stijenkama te su lakši i povoljniji.
Prednosti postupka RTM-Light:
- Veće količine zahvaljujući kraćim taktnim vremenima
- Visoka razina fleksibilnosti upotrijebljenih materijala
- Mogućnost postizanja velikih količina volumena vlakana
- Mogućnost reproduciranja postupaka
- Znatno povećanje kvalitete komponenti
- Niži troškovi za izradu kalupa

Infuzija ili ubrizgavanje
Često se brkaju
Tijekom proizvodnje kompozitnih komponenti s vlaknima često se spominju infuzija i ubrizgavanje. To su dva slična pojma i riječ je o istom području primjene, no to su ipak dva različita postupka. U čemu je razlika?
Kako u okviru infuzije tako i ubrizgavanja smola teče s pomoću pada tlaka kroz materijal vlakana sa strane smole sve do međuprostora vlakana na drugoj strani. Čim se smanjenje tlaka kompenzira, postupak je dovršen.
Tlak je odlučujuć
Je li riječ o infuziji ili ubrizgavanju ovisi o upotrijebljenoj vrsti tlaka:
Infuzija: Kod infuzije se smola takoreći usisava u komponentu. Taj učinak usisavanja stvara se prethodnim podtlakom (vakuum, npr. 0,1 bar apsolutno) u međuprostorima vlakana jer je on znatno niži od okolnog tlaka (1 bar) na strani smole.
Ubrizgavanje: Smola se alternativno, uz nadtlak na strani smole (u pravilu 3 – 100 bara) doslovno ubrizgati u međuprostore vlakana. To funkcionira kada je tlak u međuprostorima vlakana niži te odgovara okolnom tlaku (1 bar) ili se nalazi u području podtlaka (<1 bara).
Međutim, nije važno provodi li se infuzija ili ubrizgavanje: uranjanjem u smolu u oba slučaja nastaju komponente s GFK-om i CFK-om vrlo visoke kvalitete.
Kada infuzija, a kada ubrizgavanje?
Budući da je u okviru ubrizgavanja smanjenje tlaka izraženije, dolazi do bržeg protjecanja smole. Dakle, kada je potrebno brzo obaviti postupak i komponentu od kompozitnih vlakana brzo natopiti, ubrizgavanje je pravi odabir.
Ako vremenski čimbenik nije toliko odlučujuć, tehnika infuzije izvrsna je i, prvenstveno, troškovno povoljna alternativa. Postupak se posebice odlikuje za uranjanje pojedinačnih dijelova ili malih količina komponenti s GFK-om i CFK-om.